 |
||
 |
 |
| |
Размещая заявку на поставку тепловой трубы ППУ в нашей компании каждому Заказчику гарантируется индивидуальный подход, оперативность, точность и четкость исполнения контрактных обязательств. Поскольку этапы строительства трубопроводов жестко взаимосвязаны с текущей комплектацией, наш клиент должен получить свой заказ с гарантией по качеству, очередности, количеству и точно в срок.
Наименования номенклатуры изделий, маркировка и иные условные обозначения у разных проектных организаций и производителей могут отличаться, что может потребовать дополнительных уточнений и согласований содержания спецификации заказа между потребителем и офисом продаж. Предлагаем краткие требования к условным обозначениям номенклатуры изделий, используемым на нашем предприятии.

Мы исповедуем индивидуальный подход в работе с каждым клиентом, стараясь максимально удовлетворить требования по его заявке на поставку продукции нашего предприятия.

Наша продукция:
Производим энергоэффективные стальные трубы в ППУ изоляции по технологии вспенивая полиуретана в сборной трехуровневой конструкции «сталь + жесткий пенополиуретан + полиэтилен/оцинкованная сталь» по ГОСТ 30732-2020. На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК.
Наши потребители:
Заказчиками нашей продукции являются строительные, монтажные и сервисные компании коммунальной энергетики, ЖКХ, нефтехимии, а также предприятия нефтегазового сектора и промышленности.
Параметры применения пенополиуретановой теплоизоляции:
Инженерные сети с рабочим давлением до 1,6 МПа и температурой транспортируемого вещества до 140С Цельсия.
Сфера применения нашей продукции:
- инженерные сети тепло- и водоснабжения (ГВС и ХВС) тепловых сетей,
- нефтегазопроводы, маслопроводы и нефтепродуктопроводы,
- системы транспортировки охлажденных веществ и криогенопроводы,
- транспортирующие сети иного промышленного назначения.
Наши услуги:
- работа по схеме обработки давальческого сырья,
- комплектация вспомогательными материалами,
- профессиональные консультации,
- доставка продукции на объект Заказчика.
Продукция предприятия имеет обширную географию поставок и за более чем десятилетнюю историю работы нами была произведена отгрузка широкой номенклатуры изделий на более, чем тысячу предприятий в десятки городов и населенных пунктов РФ. В числе приобретавших трубы в ППУ изоляции нашего производства множество предприятий из таких городов, как Москва (а также Московской области), Ярославль, Рязань, Калуга, Владимир, Тверь, Тула, Вологда, Кострома, Нижний Новгород, Волгоград и потребителей из Казахстана.

|
трубы ППУ для систем центрального отопления. часть 1
монтаж предизолированных труб ППУ
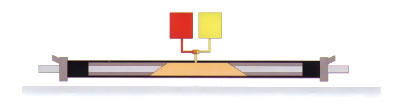
Лидер в производстве предизолированных трубопроводов - компания СТС Изоляция - это современная международная организация, разрабатывающая и производящая комплексные предварительно изолированные (предизолированные) трубопроводные системы для теплоснабжения и других инженерных систем. Прямые или гибкие трубы производятся со стальными, медными или пластиковыми несущими каркасами как в одинарных, так и в двойном исполнении (труба в трубе). Существует несколько способов производства предизолированных труб. Каждый из них имеет свои достоинства и недостатки. Можно выделить две основные группы технологий: периодические и непрерывные. Возможность применения того или иного способа заливки зависит от конкретного производителя. Далее рассмотрены наиболее широко распространенные технологии производства предизолированных труб. Периодические методы При использовании периодической технологии внутри вспомогательной полиэтиленовой (ПЭВП) трубы располагается внутренняя стальная труба, имеющая большую длину. для удержания стальной трубы в центре вспомогательной по всей ее длине расположены держатели. С обоих концов зазор между стальной и полиэтиленовой трубой закрыт плотно прилегающими крышками, имеющими отверстия для ввода пены и вентиляции. Вообще говоря, таким способом можно получать трубы любой длины до 16 м, но стандартные длины стальных труб составляют 6, 12 или 16 м. Ключевыми параметрами для качественного заполнения труб являются температурный контроль химических компонентов и труб, правильная обработка поверхности стальной трубы входная плотность и время. Температуры полиола и изоцианата должны составлять 20-23°С. Трубы должны быть, особенно в зимнее время, прогреты до 20-23°С, в противном случае будет происходить слишком быстрая потеря тепла пеной, что приведет к недостаточной реакционной способности на границе пены и трубы. Следствием этого может стать повышенная хрупкость пены и слабая адгезия пены к трубе. Для полного заполнения трубы может также понадобиться большее количество пены. Для лучшей адгезии стальная труба должна быть освобождена от газов, масла и ржавчины. Для обеспечения хорошего сцепления пены со вспомогательной трубой рекомендуется обработать полиэтиленовую трубу пламенем или специальным химическим реагентом (Corona). Расход пены заливочной машиной должен быть таким, чтобы расчетное количество смешанных компонентов было введено в трубу за время старта системы. Минимальный объем заполнения должен быть достаточно большим, чтобы пена заполнила трубу до начала нитеобразования, иначе ячейки пены будут вытянутыми. Это приведет к плохим механическим свойствам пены на концах трубы. Заливка трубы по центру При использовании данной технологии заполнения трубы держат горизонтально (см. рис. 3). Требуемое количество пены вводится через отверстие в середине внешней полиэтиленовой трубы.
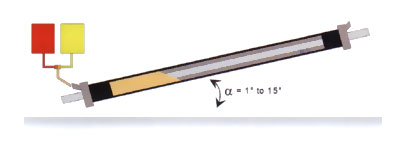
В данном случае путь, который предстоит пройти пене, сокращается до половины длины трубы. Это позволяет уменьшить переполнение и получать приемлемое распределение плотности пены при заполнении длинных труб. Удаление воздуха про исходит через отверстие в обеих концевых крышках. Риск захвата воздуха пеной возрастает по сравнению с другими способами заливки. Заливочное отверстие во внешней трубе закрывается сразу после введения пены. После окончания полимеризации оно должно быть заварено. Однако потенциально слабое место на трубе все-таки остается. Заливка трубы снизу При заливке снизу, трубы располагаются под углом от 0° до 15° к плоскости пола (см. рис.1). Выбор угла зависит от длины трубы и текучести используемой системы. Требуемое количество смеси впрыскивается в пространство между стальной и пластиковой трубами через отверстие в нижней крышке. Здесь пена начинает расширяться. Отверстие закрывается стоппером, как только пена его достигает, что заставляет пену расширяться вверх вдоль трубы. Вымещаемый воздух выходит через вентиляционные отверстия в верхней крышке. Как только пена достигает верхних вентиляционных отверстий, они также запечатываются. Систему оставляют на некоторое время для полного окончания реакции, после чего концевые крышки снимают.
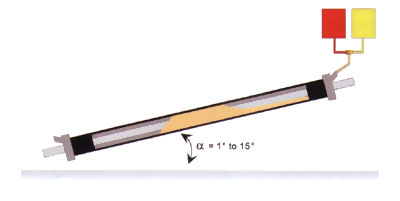
Основным достоинством данного метода является его простота. Угол наклона трубы может варьироваться, и от оператора не требуется большого мастерства. Технология позволяет получать трубы разных размеров при минимальном изменении оборудования. Основным недостатком является неравномерное распределение вдоль трубы пены, а следовательно, и механических свойств. Наибольшая плотность пены будет в нижней части трубы, тогда как наименьшая - в верхней. Так как пене необходимо пройти достаточно большой путь в узком пространстве между трубами, требуется большое переполнение. Необходимо также иметь специальную таблицу зависимости угла от длины трубы. Заливка трубы сверху При заливке сверху, предварительно собранные трубы также располагают под углом от 1° до 15° к горизонтали (см. рис. 2.). Однако в данном случае требуемое количество смеси для пены вводят в область между стальной и ПЭВП-трубой через отверстие в верхней крышке. Сила тяжести заставляет массу относительно низкой вязкости стекать вниз по трубе. Скорость этого потока зависит от угла, под которым расположены трубы, чем он больше, тем быстрее масса стекает вниз. Этот метод также предполагает начальное распределение пены вдоль трубы, существующее до того, как пена быстро начнет расширяться. Пена далее заполняет трубу из центра к концам. Опыт показывает, что наилучшее распределение свойств получается, когда пена достигает нижнего вентиляционного отверстия примерно на двадцать секунд раньше, чем верхнего. Естественно, сразу после этого вентиляционные отверстия запечатываются.
Начальное распределение материала уменьшает путь, который должна пройти расширяющаяся пена до полного заполнения пространства между трубами. Это позволяет уменьшить переполнение или минимальный объем заполнения. Так легче заполнять более длинные трубы. Высокая однородность пены и узкое распределение ее плотности достигается, если выбран правильный угол расположения труб. Однако в данном случае этот угол играет более важную роль, чем при заливке снизу, поэтому мастерство оператора должно быть выше. Настоятельно рекомендуется пользоваться таблицами, содержащими соответствующие данные об углах заполнения. Технология заливки с протяжкой Метод протягивания аналогичен технологии заливки с движущейся головкой в том смысле, что это периодический способ заливки с непрерывным введением пены. Трубы удерживаются горизонтально. Пена наносится на тонкую, полупроницаемую бумажную мембрану, расположенную между основной и вспомогательной трубами. По мере нанесения пены мембрана протягивается вдоль трубы, (см. рис. 5). Пена начинает расширяться внутри трубы по мере продвижения к дальнему концу. Пене необходимо пройти короткий путь, что позволяет работать с минимальным переполнением. Этим способом можно получить одинаковые свойства пены вдоль трубы. Постоянное распределение смеси компонентов в трубе позволяет легко заполнять длинные и узкие трубы длиной до 30 метров. Недостатком этого метода заливки является то, что мембрана остается внутри пены, а это может привести к ухудшению адгезии пены к внешней трубе. Также необходимо координировать объем заливаемых на мембрану компонентов и ее проницаемость.
Технология заливки с движущейся головкой Технология заливки с движущейся головкой - это периодический процесс, позволяющий получить распределение плотности пены, как при непрерывной заливке. При использовании данной методики трубы удерживаются горизонтально. Заливочная машина модифицирована: миниатюрная смесительная головка расположена на конце штока (см. рис. 4). Шток вводится внутрь полости между двумя трубами так, чтобы головка находилась на дальнем конце трубы. Очевидно, что смесительная головка должна иметь минимальный размер, дабы свободно проходить в пространстве между внешней и внутренней трубами. Это становится возможным при использовании заливочных машин высокого давления. Размер смесительной головки ограничивает использование данного метода заливки при заполнении труб малого диаметра. После того как смесительная головка выведена на исходную позицию, начинается заливка пены. В процессе заливки шток непрерывно выдвигается. Это обеспечивает хорошее распределение пены вдоль трубы независимо от ее длины. Расстояние, которое должна пройти пена, ограничивается оборотом вокруг трубы, что позволяет работать при минимальном переполнении. Введение пены в трубу с помощью двигающейся смесительной головки снимает ограничения на время заливки, существующие для методов заполнения труб сверху или снизу. Это дает возможность заполнять очень большие трубы при помощи заливочных машин с низким расходом компонентов.
Источник: |



|
Отгрузка продукции: 8.00-17.00 (пн.-пт.)
+7 (495) 979-54-48
 |
ГК СТС Изоляция, 2005-2026
Московская область, Раменский район, дорога ММК-Раменское, 1-й км
Тел. +7 (495) 979-54-48
|